


Comprehensive Solutions for Blue Hydrogen Production
With a vast portfolio of control, isolation, relief valves, regulators, and actuators, Emerson offers advanced solutions crucial for the success of blue hydrogen production. Our expertise drives your operations forward, helping you achieve low emissions, safety, and productivity goals.
Navigating a complex energy transition
As a blue hydrogen producer, you're under pressure to meet aggressive decarbonization targets while maintaining operational efficiency and safety. The stakes are high. Every leak, downtime, or inefficiency impacts your bottom line and environmental performance.
That’s where Emerson comes in.
We understand the unique challenges of steam methane reforming (SMR), autothermal reforming (ATR), amine treatment, and pressure swing adsorption (PSA). Our engineered valve, actuator, and regulator solutions are designed to withstand corrosive media, high temperatures, and demanding cycle rates—ensuring reliable performance in critical applications.
We guide you with proven technologies
From fugitive emission control to SIL-rated emergency shutdown valves, our portfolio helps you reduce energy consumption, maximize CO₂ capture, and maintain hydrogen purity. Emerson’s automation and diagnostics capabilities also enable predictive maintenance and real-time performance optimization.
As a result, you’ll have safer, smarter, and more scalable hydrogen operations that are ready to meet today’s demands and tomorrow’s growth.
Valve, Regulator, and Actuator Selection for Blue Hydrogen Applications
Crucial Role for Valves, Regulators & Actuators in Blue Hydrogen Production Podcast

Safer, Smarter, Reliable and Scalable Operations
Solutions that address the key blue hydrogen production challenges
Improve equipment reliability and reduce operation downtime
Achieve higher CO2 capture rates
Minimize upstream leaks
Deliver on critical Emergency Shutdown (ESD) requirements
Maximize production efficiency
Enhance operating safety
Achieve the highest product safety integrity levels (SIL)
Reduce energy consumption
Tailor-made applications

Solutions in Action
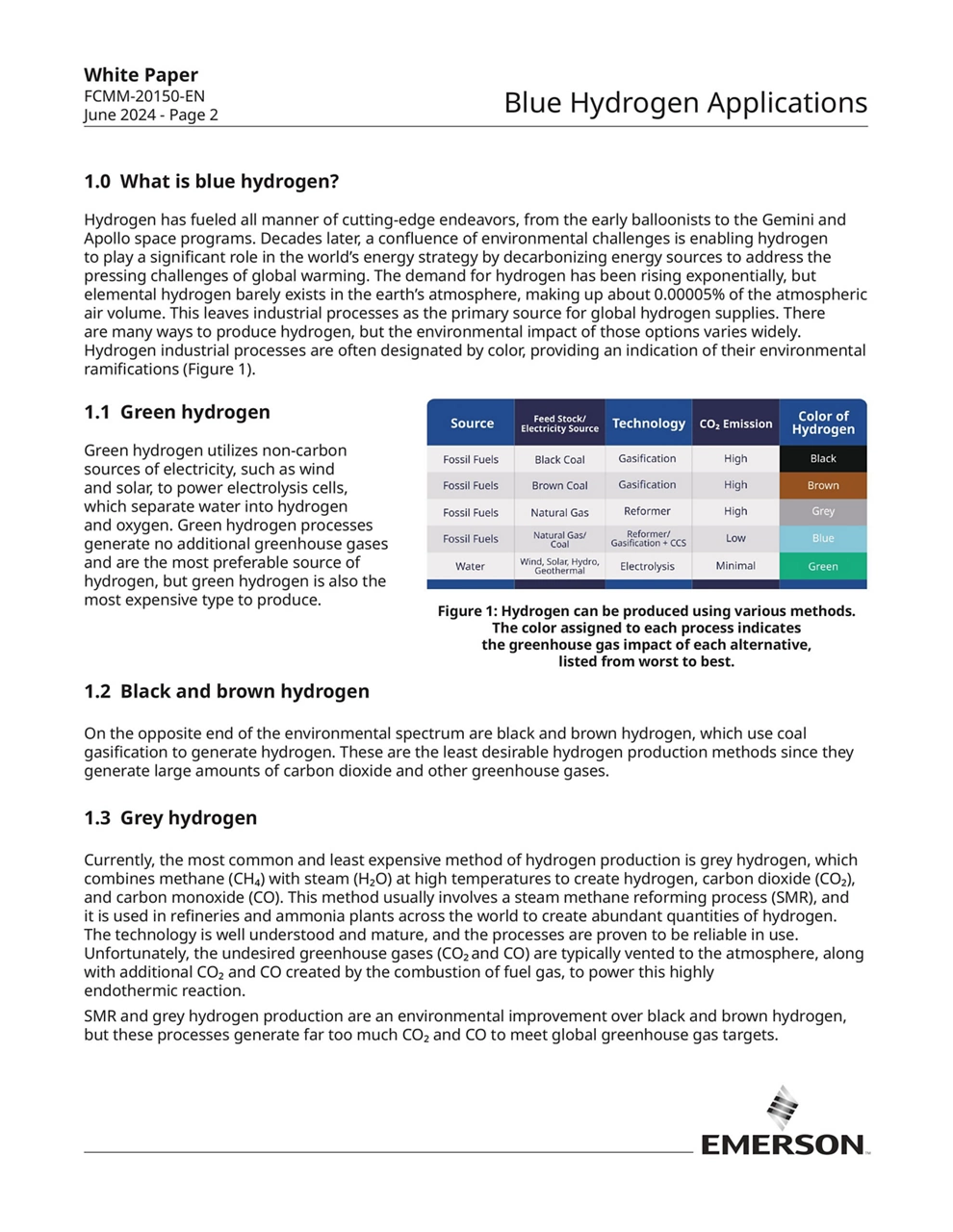
Steam Methane Reformer with CO2 Capture
Natural gas reforming uses an advanced and mature process that builds upon the existing natural gas availability and infrastructure. In the United States, 95% of the hydrogen produced utilizes natural gas reforming to enable and meet the demand for hydrogen production. Emerson supports operators through advanced technologies in steam methane reformer, amine treatment and vacuum swing adsorption.
Anderson Greenwood Type 400 and 800 Safety Valves
Premium performance and advanced technology for overpressure protection.

Fisher™ GX Control Valve And Actuator System
Meet of flow & pipeline sizing requirements. The engineered passages within the valve body offer optimal capacity & a stable flow pattern for smooth operations.
Fugitive Emission Ball Valve
With limited capital, addressing the thousands of potential leak paths in your plant can seem like a daunting challenge.



Watch Our Experts
Webinar - Knife Gate Valves Specifications
Valve Solutions for Carbon Capture in Steam Methane Reformer and Pressure Swing Adsorption Units
Low-Emission Valve Packing Solutions - Blue Hydrogen Production Through Steam Methane Reforming (SMR)
Frequently Asked Questions About Blue Hydrogen
Hydrogen production is often designated by color, which indicates the process’s environmental ramifications. Green hydrogen utilizes non-carbon sources of electricity, such as wind and solar. Blue hydrogen is produced from natural gas or coal with relatively limited greenhouse emissions. It is currently less costly and more commercially viable than fully renewable green hydrogen.
Some benefits of blue hydrogen are:
- Less carbon-intensive than other forms of hydrogen, such as gray hydrogen, which is produced from fossil fuels without CCUS (carbon, capture, utilization and storage)
- Produced through easily scaled and well-tested processes vs renewable hydrogen from electrolysis
- Has a cost advantage for transportation and heavy industries due to the abundance of raw hydrocarbon feedstock
The primary concerns for blue hydrogen producers and users are safety, efficiency and reliability. Ensuring purity, precisely controlling process units, achieving the highest possible CO2 capture rates, optimizing storage capacity, and managing energy and maintenance costs are all necessary to make sure a steady supply of hydrogen is available to meet quickly rising demand.
Steam methane reforming (SMR) is the most common method of manufacturing blue hydrogen from natural gas. It applies steam under tremendous temperature and pressure to a chemical catalyst that separates hydrogen from feedstock and binds carbon to oxygen atoms from water, forming CO2 as a byproduct. Throughput and efficiency depend on maintaining an optimal ratio of steam-to-carbon entering the reformer, protecting the catalyst from coking and managing energy usage.
Shortened as CCUS, it refers to greenhouse emissions reduction technologies applied to the energy value chain. The common CCUS methods in blue hydrogen production are:
- Vacuum swing adsorption (VSA): capture rates above 90%
- Pressure swing adsorption (PSA): capture rates above 90%
- Amine-based adsorption
Valves with low-emissions packing solutions help mitigate fugitive emissions of Methane and CO2 in SMR units, leading to low maintenance and long service life. Butterfly valves lab-tested in up to one million cycles allow for optimal catalyst bed control. Automation using advanced process control systems, online asset monitoring & mass flow meters can improve the efficiency and profitability of SMR units by controlling the steam-to-carbon ratio. Continuous chemical composition analysis can extend the life of the catalyst. Energy management information systems (EMIS) make it easier for hydrogen plants to hit optimal steam and electricity usage targets.